Certification ISO 9001:2015 Mark for Industrial Equipment Suppliers
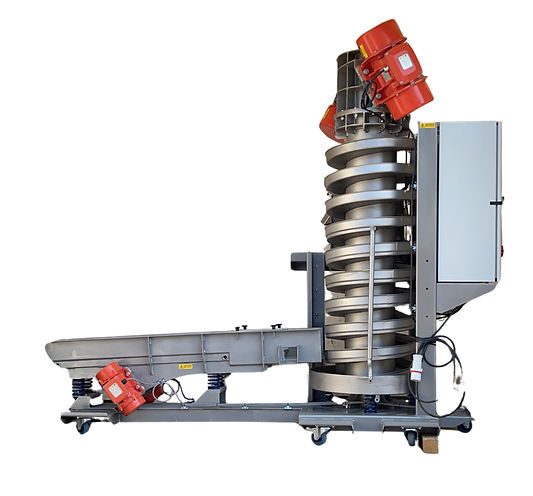
ZilliVibro Spiral – Advanced Technology in Vibratory Spiral Elevators
Engineered with advanced vibration technology for smooth, efficient, and compact vertical conveying ideal for powders, granules, and small components across various industries.

-
Efficient vertical conveying with minimal footprint
-
UK-Manufactured Vibrating Spiral Elevators for powders, granules, and small components
-
Gentle, continuous material handling for industrial applications
-
Compact Design - elevate, cool, and transfer with precision
-
Ideal for food, chemical, plastics, and recycling sectors
-
Space saving alternative to belt or bucket conveyors
-
Integrated options: cooling, heating, screening & washing.
We Invented the First Spiral Elevator with an Integrated Heat Transfer System
We are proud to introduce the world’s first refrigerated spiral elevator system – a groundbreaking solution that combines vertical conveying with precise, integrated cooling. Engineered for industries where temperature control is critical, this innovative system reduces product temperatures during elevation, improving efficiency, preserving material quality, and eliminating the need for separate cooling stages.
Perfect for applications in plastics, food processing, chemical handling, and temperature-sensitive materials, the ZilliVibro Refrigerated Spiral Elevator sets a new standard in compact, high-performance material handling technology.
-
At Vibrating Equipment Ltd, we pioneered the world’s first Spiral Elevator with a built in heat recovery system. This advanced vibratory elevator doesn't just convey material — it captures and reuses process heat, turning wasted energy into a valuable resource.
-
Our integrated heat transfer technology allows you to:
-
Cool down heat sensitive products during elevation
-
Recover thermal energy and redirect it to other parts of your process
-
Improve energy efficiency, reduce emissions, and lower operating costs
-
Eliminate the need for separate heat exchangers or coolers
-
This smart system is ideal for plastics, food, pharmaceuticals, chemicals, and energy-conscious industries seeking performance and sustainability in one compact machine.

World’s First Refrigerated Spiral Elevator System

This technology ensures:
-
Precise temperature control during conveying
-
Improved product quality and processing efficiency
-
Reduced need for separate cooling equipment
-
Compact design with dual functionality
As industry innovators, Vibrating Equipment Ltd continues to push the boundaries of what vibratory machinery can achieve.
Spiral Elevators starting from Just £10,000
Premium UK built vibrating spiral elevators at unmatched prices engineered for performance.
We are proud to have invented the world’s first Spiral Elevator with an integrated refrigerated cooling system - a breakthrough solution for temperature sensitive materials. Our innovation enables gentle vertical conveying while actively cooling products during elevation, making it ideal for food processing, plastics, pharmaceuticals, and more.
The World’s First Spiral Elevator with Heat Recovery
Convey and recover energy simultaneously with our patented vibration technology.
We Offer a 5-Year Warranty on Spiral Elevators
No one else in the industry guarantees durability like we do.
Cool, Heat & Separate - All in One Spiral Elevator
Integrated processing zones for smarter material handling and reduced footprint.
Convey Two Products at Once in a Single Spiral
Our twin-channel spiral elevator moves two materials without cross-contamination
CE-Marked Spiral Elevators, Built in the UK
Custom-built for your process, compliant with ISO 9001:2015 and CE regulations.